Wඇපල් ඇපල්සමාගමඅයිෆෝන් 8 හි රැහැන් රහිත ආරෝපණ තාක්ෂණය භාවිතා කිරීමis මුළු කර්මාන්තයම ඉස්සර. සාමාන්ය පාරිභෝගිකයෙකු ලෙස, සෑම දිනකම රැහැන් රහිත චාජර් භාවිතා කිරීමට අමතරව, ඔබදැනගන්නකෙසේදකරයිරැහැන් රහිත චාජරයbeනිෂ්පාදනය කර තිබේද? දැන් අපි ගන්නවාඒරැහැන් රහිත චාජරයක සැකසුම් ක්රියාවලිය.සිනාසෙයිඩේගේ වැඩමුළුවේ රැහැන් රහිත අයකිරීමේ නිෂ්පාදන ක්රියාවලිය අපෙන් පසු අප අනුගමනය කරන්න.

රැහැන් රහිත ආරෝපණය කොටස් දෙකකට බෙදා ඇත: අභ්යන්තර පරිපථ පුවරුව සහ බාහිර සංරචකය. රැහැන් රහිත ආරෝපණය කිරීමේ නිෂ්පාදන ක්රියාවලිය මෙම දෙපැත්තෙන් විස්තරාත්මකව හඳුන්වා දෙනු ලැබේ.
පළමුව, අපගේ විකුණුම් සහ ඔහුගේ ගනුදෙනුකරුවන් නිෂ්පාදන සැලසුම් කිරීම සහ කාර්ය සාධන අවශ්යතා තීරණය කිරීම සඳහා එකිනෙකා සමඟ සන්නිවේදනය කරති. ඊළඟට, ලැනෙයි හි තාක්ෂණික දෙපාර්තමේන්තුව අභ්යන්තර පරිපථ මණ්ඩලය සැලසුම් කරන අතර නිෂ්පාදන දෙපාර්තමේන්තුව ෂෙල් ව්යුහය නිර්මාණය කරනු ඇත.
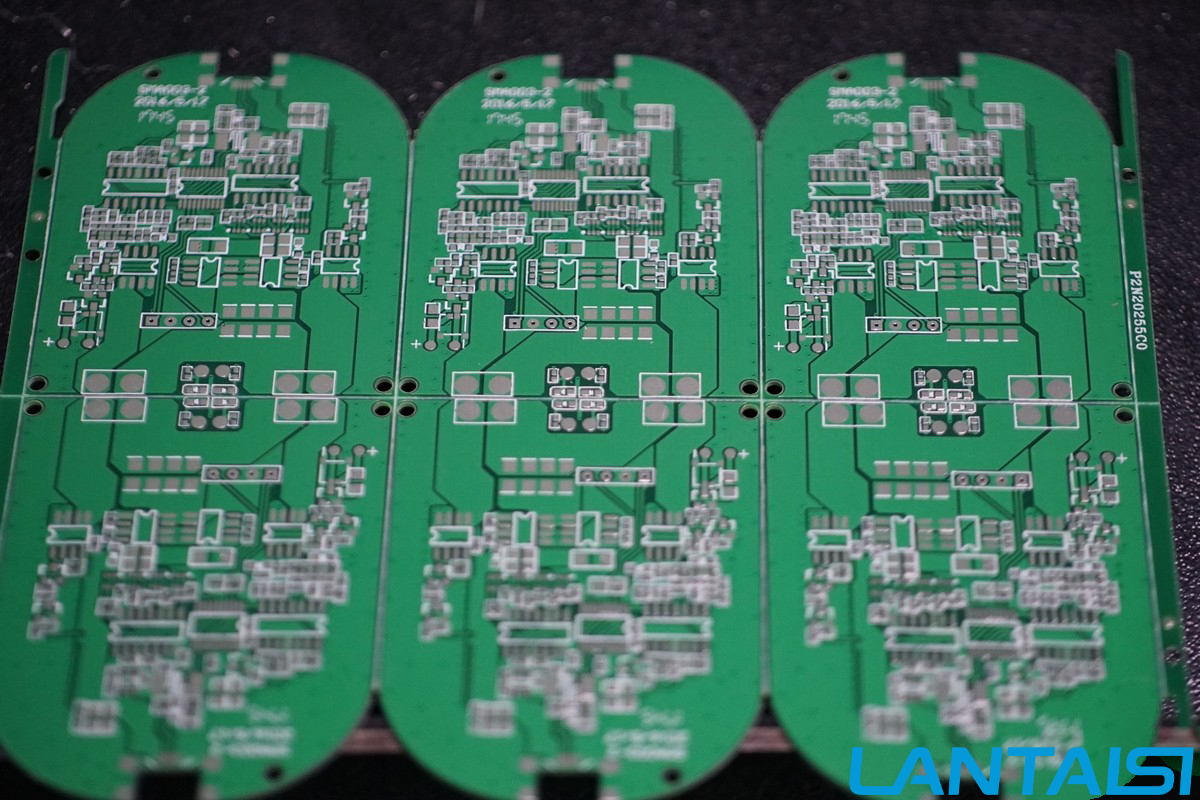
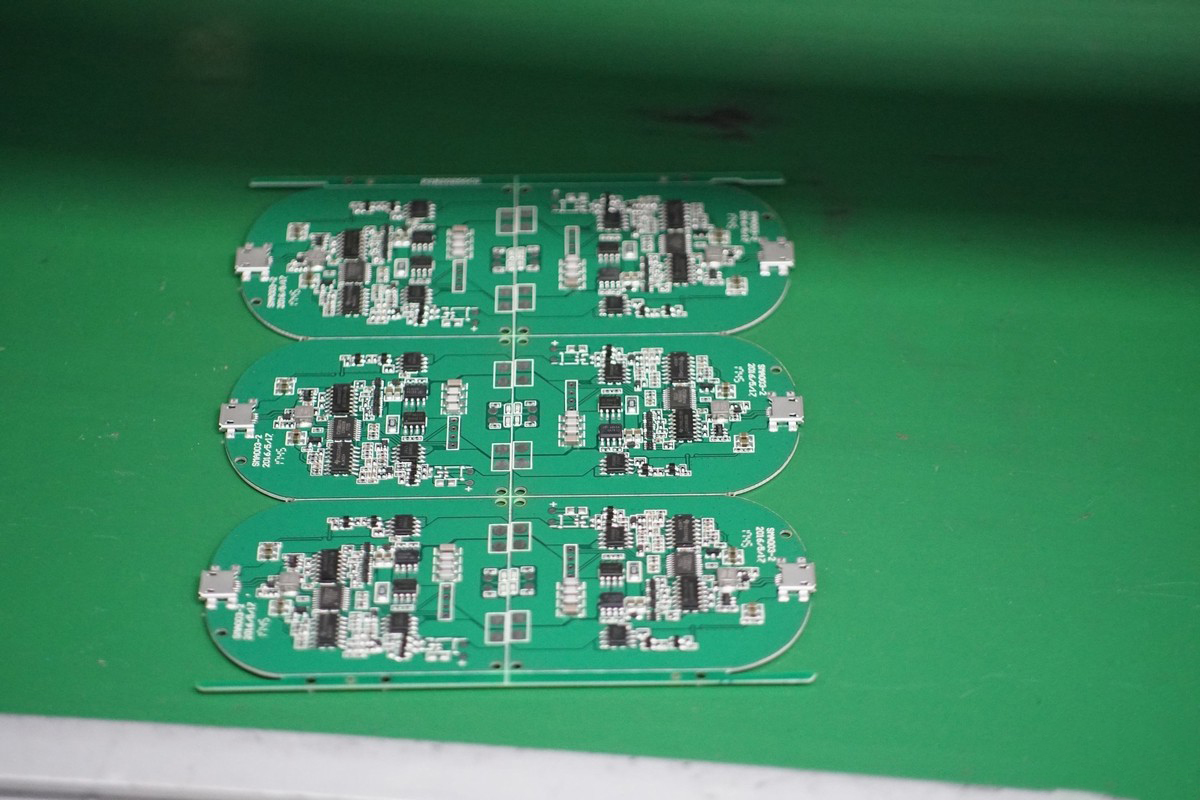
පියවර 1:ඉහත පින්තූරය කිසිදු විද්යුත් සංරචකයකින් තොරව හිස් පුවරුවකි. පළමුව, එය සම්පුර්ණයෙන්ම ස්වයංක්රීය මුද්රණ යන්ත්රයක් මත තබා පෑස්සම් පේස්ට් තට්ටුවකින් පින්තාරු කරනු ලැබේ. සොල්දාදුමන පේස්ට් සොල්දාදුවන්ගේ කුඩු, ප්රවාහයන් සහ වෙනත් පෘෂ් for ත and තින් සහ තිලියොට්රොපික් ඒජන්තයින් සමඟ මිශ්ර කර ඇත. මෙම රැහැන් රහිත චාජර් පරිපථ මණ්ඩලයට සංරචක 30 කට වඩා ඇති පින්තූරයෙන් එය දැකිය හැකිය.
(ඉහත පින්තූරය සම්පුර්ණයෙන්ම ස්වයංක්රීය මුද්රණ යන්ත්රයක් පෙන්වයි.)
පියවර 2:ඉන්පසු ඊළඟ ක්රියාවලියට පිවිසෙන්න: SMT පැච්. SMT මතුපිට නැගී සිටින්නේ මතුපිට සවිකිරීමේ තාක්ෂණය වන අතර එය ඉලෙක්ට්රොනික කර්මාන්තයේ බහුලව භාවිතා වේ. එය ප්රධාන වශයෙන් භාවිතා කරනුයේ ඊයම් හෝ කෙටි ඊයම් නොමැති ඉලෙක්ට්රොනික සංරචක ස්ථාපනය කිරීම සඳහා ය.

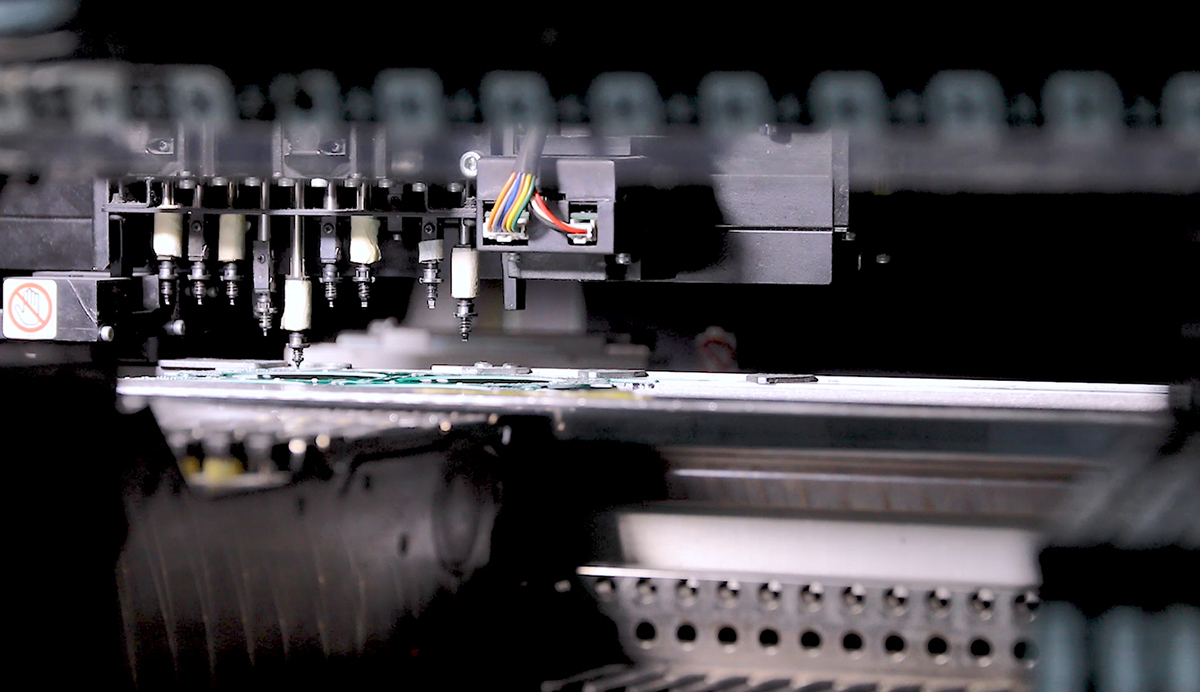
පියවර 3:SMT ස්ථානගත කිරීමේ යන්ත්රය මඟින් චිප්ස්, ප්රතිරෝධක, ධාරිත්රක, ප්රේරණයන්, ප්රේරණයන් සහ පරිපථ පුවරුවේ පිළිවෙලට ඇති පරිපථ පුවරුවේ ඇති පරිපථ පුවරුවේ ඇති පෙළඹවීම් සවි කරති. සෑම SMT අධි-ස්පීඩ් ස්ථානගත යන්ත්රයක් කුඩා පරිගණකයකින් පාලනය වේ. එක් එක් රැහැන් රහිත ආරෝපණ පරිපථ මණ්ඩලයේ ද්රව්යය අනුව ඉංජිනේරුවන් පෙරසිටුවල මෙහෙයුම් ක්රියා පටිපාටි සැලසුම් කර වැඩසටහන්ගත කරනු ලබන අතර එය පරිපථ මණ්ඩලයේ ස්ථානගත කිරීමේ නිරවද්යතාවය වැඩි දියුණු කරයි.
පියවර 4:ඉහත පින්තූරයේ දැක්වෙන්නේ ඊයම් රහිත පාරිසරික ආරක්ෂණ ක්රියාවලියේ ප්රතිසංස්කරණ පලායාම නැවත පිරවීමයි. දකුණු පසින් අංශක 200 කට වඩා වැඩි අභ්යන්තර උෂ්ණත්වයක් සහිතව වාසනාවන්ත වන උපකරණ නැවත පිරවීමයි. දත් මැදීම, ඇලවීම සහ නැවත පිරවීමෙන් පසු පීසීබී උපස්ථරය සම්පූර්ණ පරිගණකයක් බවට පත්ව ඇත. මෙම අවස්ථාවේදී, එක් එක් කොටසෙහි කාර්යයන් සාමාන්යද යන්න තීරණය කිරීම සඳහා PCBA පරීක්ෂා කළ යුතුය.
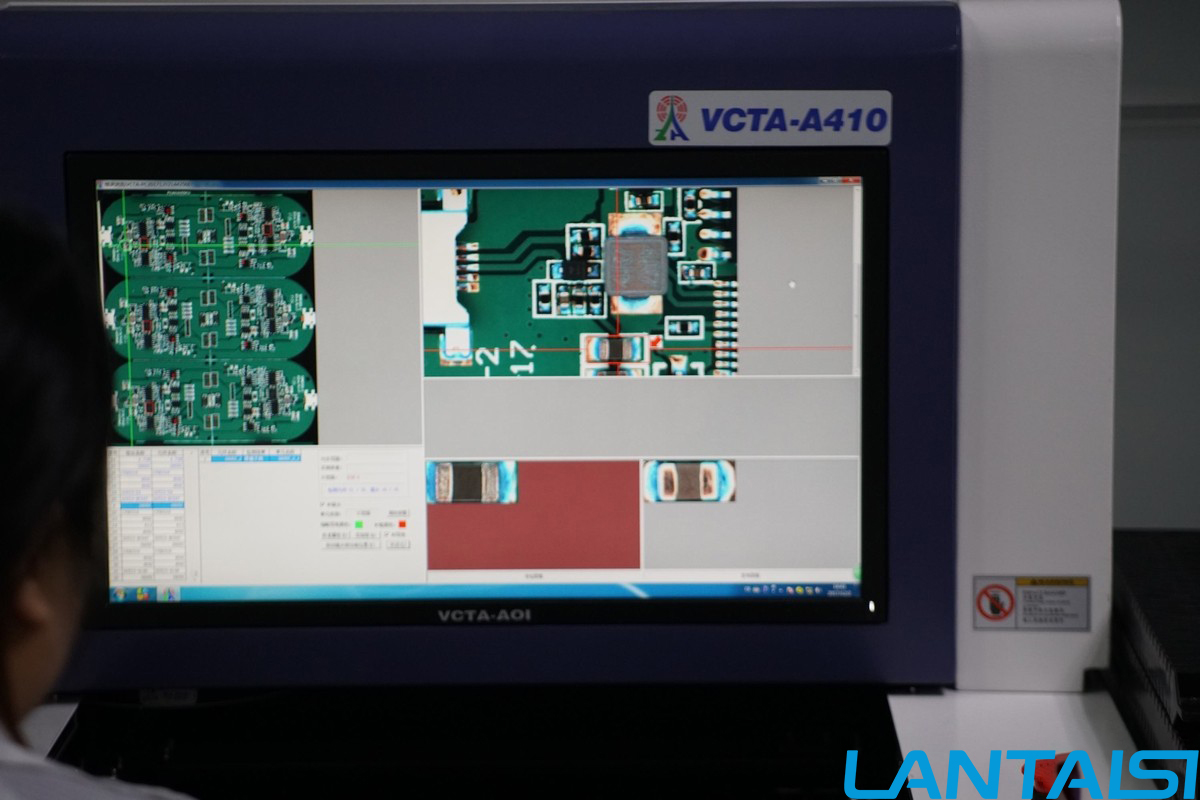
පියවර 5:PCBA පරීක්ෂා කිරීම සඳහා AOI ස්වයංක්රීය දෘශ්ය අනාවරකය භාවිතා කිරීම ඉහත පින්තූරයේ දැක්වේ. චිප් හා ප්රතිරෝධක-ධාරිතාව ධාරිතාව ස්ථානගත කිරීමේ ක්රියාවලිය අතරතුර ව්යාජ විකීසිය සහ හිස් පෑස්සීම වැනි ගැටළු තිබේද යන්න,
පියවර 6:සම්ප්රේෂක දඟරයේ වෑල්ඩින් කරන ලද ඊළඟ ක්රියාවලියට සුදුසුකම් ලත් පීසීඒ මණ්ඩලය ඊළඟ ක්රියාවලියට යවනු ලැබේ.

පියවර 7:සම්ප්රේෂක දඟල වෙල්ඩින් කිරීම අතින් මෙහෙයුම අවශ්ය වේ. ඔහුගේ වම් අතෙහි කාර්මිකයා නිල් පැහැති අත් ඔරලෝසුවක් ඇති පින්තූරයෙන් දැකිය හැකිය. මිනිස් සිරුර ස්ථිතික විදුලි පථය ඉහළ මට්ටමක චිපයක් විනිවිද යාම වැළැක්වීම සඳහා පදනම් කර ඇති මෙම අත් ඔරලෝසු මත කම්බියක් කම්බියක් ඇත.
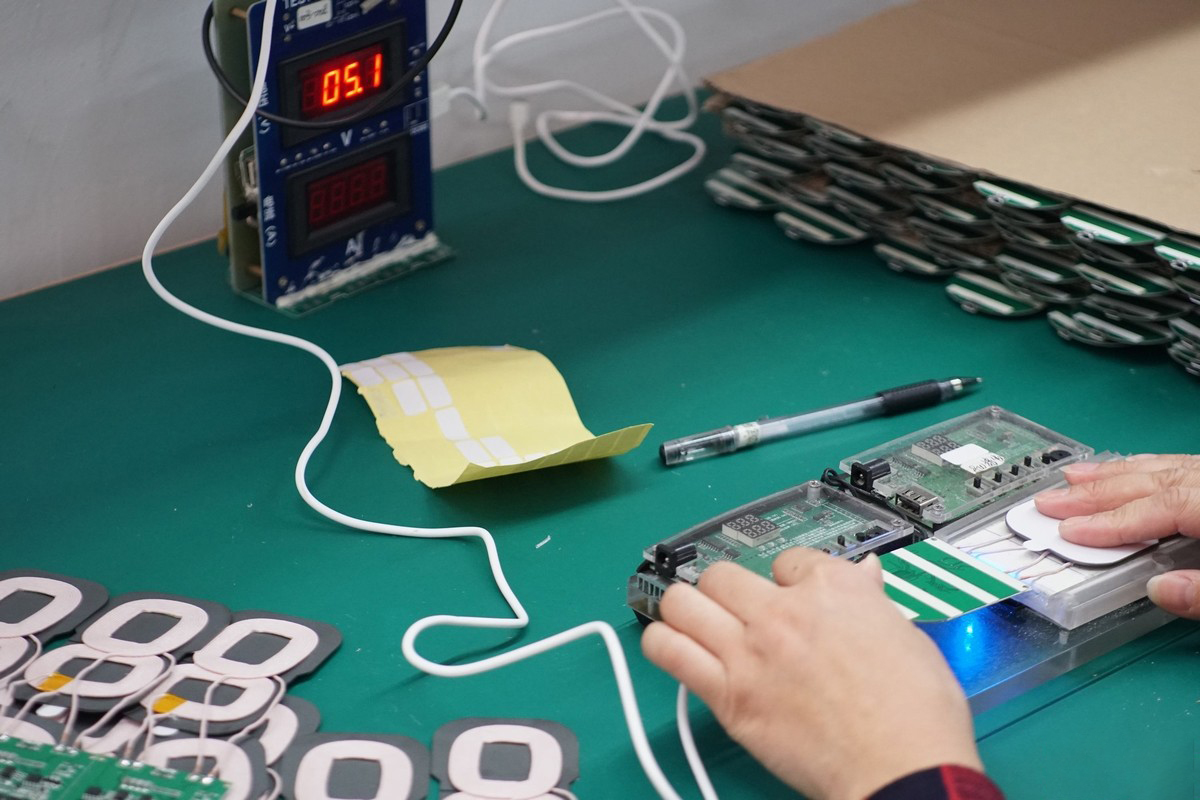
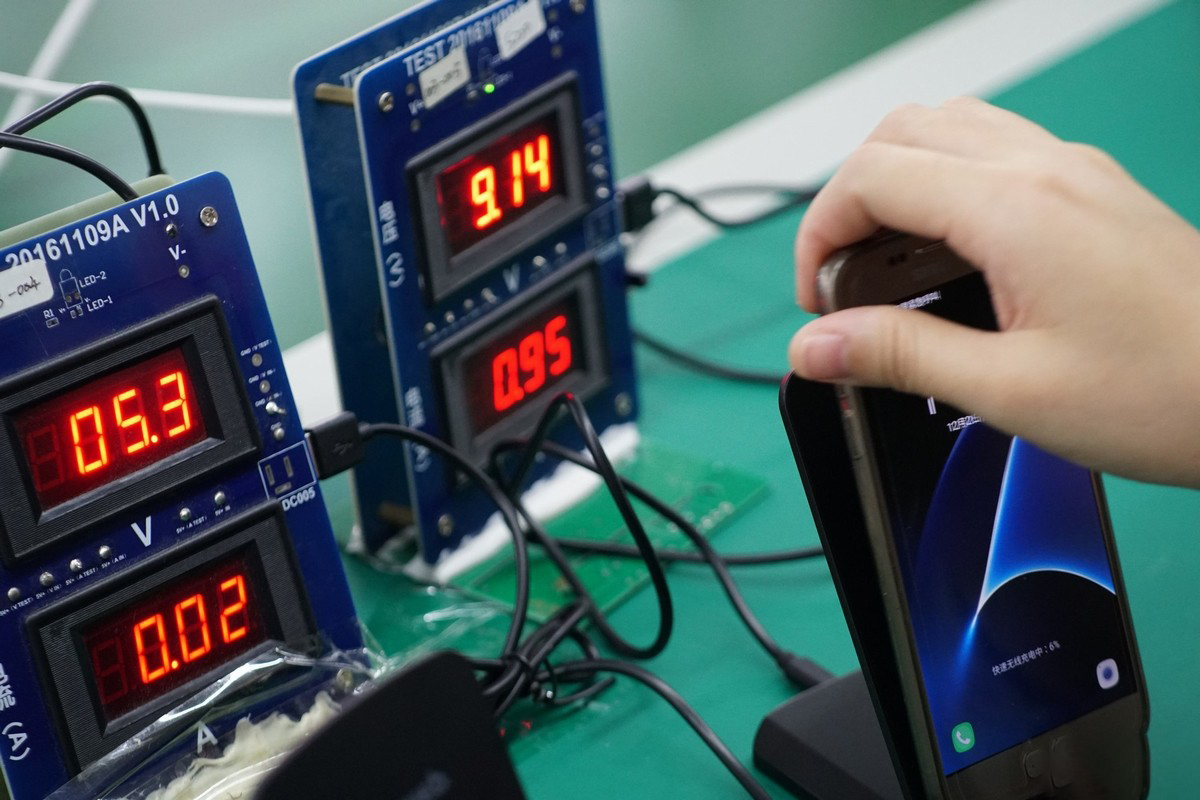
පියවර 8:ඊළඟට, සම්ප්රේෂක දඟර මණ්ඩලයට සාමාන්යයෙන් වැඩ කළ හැකිදැයි පරීක්ෂා කරන්න. මෙන්න, විවිධ ආදාන වෝල්ටීයතාවයේ සේවා කොන්දේසි පරීක්ෂා කරනු ලැබේ.

(ඉහත පින්තූරයේ රැහැන් රහිත චාජරය වේගයෙන් ආරෝපණය වන විට වෝල්ටීයතාව සහ ධාරාව, 9V / 1.7A)
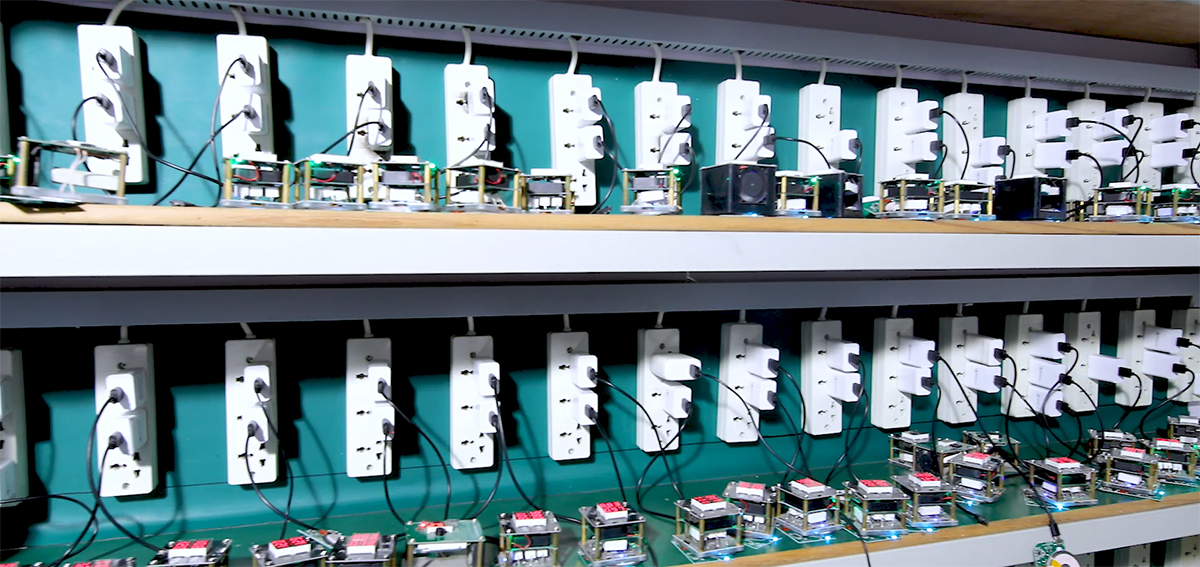
පියවර 9:මෙම ක්රියාවලිය වයස්ගත පරීක්ෂණයකි. සෑම සුදුසුකම් ලත් රැහැන් රහිත රැහැන් රහිත චාජරයක් කර්මාන්ත ශාලාවෙන් පිටවීමට පෙර විදුලිය හා භාරය සඳහා පරීක්ෂා කළ යුතු අතර එමඟින් පරීක්ෂණ ක්රියාවලියේදී දෝෂ සහිත නිෂ්පාදන කල්තියාම පරීක්ෂා කළ හැකිය; වයස්ගත පරීක්ෂණයෙන් සමත් වන අයට එකලස් කිරීමේ ක්රියාවලියට ඇතුළු වන අතර, දෝෂ සහිත ඒවා ගැටලුව දරාගත හැකිය. කර්මාන්තශාලා ඉංජිනේරුවරයාට අනුව, තනි දඟර රැහැන් රහිත ආරෝපණය සඳහා පැය 2 ක වයස්ගත වීමේ පරීක්ෂණයක් අවශ්ය වන අතර ද්විත්ව දඟර පැය 4 කි.

ඉහත පින්තූරයේ වයස්ගත පරීක්ෂණයෙන් පසු රැහැන් රහිත ආරෝපණ පරිපථ පුවරුව සහ සෑම කැබැල්ලක්ම පිළිවෙලට සකස් කර ඇත. විදුලි සංරචක ඇති ඒවා ගැටුම් ක්රියාවලියේදී ඔවුන්ට හානි නොකිරීමට මුහුණ දෙයි.

පියවර 10:මීටර් 3 මැලියම් සහිත රැහැන් රහිත චාජර් කවචයේ සම්ප්රේෂක මොඩියුලය සවි කරන්න.

ඉහත පින්තූරයේ දැක්වෙන්නේ අර්ධකාලීන රැහැන් රහිත චාජරය එකලස් කර ඇති අතර ඊළඟ එකලස් කිරීමේ සබැඳිය එනතෙක් බලා සිටීමයි.

පියවර 11:ඉස්කුරුප්පු සවි කරන්න.

ද්විත්ව දඟර වේගවත් ආරෝපණය සහිත සිරස් රැහැන් රහිත චාජරයක් සම්පූර්ණයි.
පියවර 12:නැව්ගත කිරීමට පෙර නිෂ්පාදන පරීක්ෂා කිරීම. රැහැන් රහිත අයකිරීමේ ගැළපුම ඉවත් කිරීම සහ පරිශීලකයාගේ අතේ පැමිණෙන රැහැන් රහිත ආරෝපණ නිෂ්පාදනයේ මුල් චාජරය ලෙස එකම කාර්ය සාධන අත්දැකීම් ලබා ගැනීම සඳහා මෙම සබැඳිය භාවිතා කරයි.
පියවර 13:නිෂ්පාදිතය PA බෑගයක තබන්න, එය අත්පොත, ටයිප්-සී දත්ත කේබලය තුළට දමා එය පෙට්ටියක ඇසුරුම් කරන්න, ඉන්පසු එය ඇසුරුම් කර නැව්ගත කරන තෙක් බලා සිටින්න.

ඉහත සඳහන් කිරීම රැහැන් රහිත ආරෝපණය කිරීමේ සම්පූර්ණ නිෂ්පාදන ක්රියාවලියයි. කෙටියෙන් කිවහොත්, එය හිස් පුවරු මුද්රණ, එස්එම්ටී පැච්, පීසීබීඒ පරීක්ෂාව, PCBA පරීක්ෂාව, පලාහාව, වයස්ගත පරීක්ෂාව, මැලියම්, ෂෙල් එකලස් කිරීම, නිමි භාණ්ඩ ඇසුරුම සහ නිමි නිෂ්පාදන ඇසුරුම්කරණය.
(ඇත්ත වශයෙන්ම, අපගේ නිෂ්පාදනවල ආරක්ෂාව සහ විශ්වසනීයත්වය සහතික කිරීම සඳහා, අපි රැහැන් රහිත අයකිරීම සඳහා අච්චු පරීක්ෂණ, විද්යුත් කාර්ය සාධන පරීක්ෂණ, පෙනුම පරීක්ෂා කිරීම ආදියෙමු.)
එය කියවීමෙන් පසු, රැහැන් රහිත අයකිරීමේ අද්භූත නිෂ්පාදන ක්රියාවලිය පිළිබඳ සවිස්තරාත්මක අවබෝධයක් ඔබට තිබේද? වැඩි විස්තර සඳහා කරුණාකර ලන්තයි හා සම්බන්ධ වන්න, අපි පැය 24 ක් තුළ ඔබේ සේවයේ යෙදී සිටිමු.
පශ්චාත් කාලය: සැප්තැම්බර් -2222021